
В быстро меняющемся мире современного производства стремление к точности, скорости и эффективности неумолимо. Обработка листового металла, краеугольный камень различных отраслей промышленности, от аэрокосмической до потребительской электроники, претерпела революционные изменения благодаря технологическому прогрессу. Среди них лазерная резка выделяется как преобразующая сила. Выбор подходящего станка для лазерной резки листового металла — это уже не просто решение о закупке; это стратегическая инвестиция, которая может определить конкурентоспособность компании, производственные мощности и качество продукции на долгие годы вперед.
Это руководство позволит вам глубоко погрузиться в мир лазерной резки листового металла, охватывая всё: от фундаментальных принципов и ключевых компонентов до рыночных тенденций и распространённых проблем при покупке. Наша цель — предоставить вам знания для принятия рационального и взвешенного решения, идеально соответствующего вашим производственным потребностям и бизнес-целям.

Технологические инновации и обзор станков для лазерной резки листового металла
Путь лазерных технологий от лабораторной диковинки до промышленной «рабочей лошадки» — свидетельство неустанных инноваций. Сегодня их применение в резке листового металла представляет собой вершину технологий производства, открывая возможности, которые когда-то казались немыслимыми.
Важность лазерной обработки листового металла. До появления лазерных резаков обработка листового металла основывалась на механических методах, таких как пробивка, рубка и плазменная резка. Несмотря на эффективность, эти методы имеют свои ограничения. Механическая пробивка требует дорогостоящих индивидуальных штампов для каждой новой конструкции, что делает создание прототипов и мелкосерийное производство дорогостоящим и медленным. Плазменная резка, несмотря на свою мощность, часто не обеспечивает высокую точность и может создавать большую зону термического влияния (ЗТВ), требующую вторичной обработки.
Лазерная резка решает эти проблемы. Это бесконтактный термический процесс, использующий высокоэнергетический луч света высокой фокусировки для плавления, испарения или прожигания материала с исключительной точностью. Этот процесс без использования инструментов позволяет мгновенно вносить изменения в конструкцию с помощью программного обеспечения, обеспечивая непревзойденную гибкость и значительно сокращая сроки выполнения заказов.
Преимущества высокой точности и высокой скорости Двумя определяющими характеристиками современной лазерной резки являются ее точность и скорость.
- Точность: современный волоконный лазерный резак обеспечивает точность позиционирования ±0,02 мм. Это позволяет создавать невероятно сложные детали с мелкими деталями и острыми углами, при этом расход материала минимален. Узкая ширина реза обеспечивает идеальную стыковку компонентов, что критически важно для конвейерного производства и высокопроизводительных приложений.
- Скорость: Лазерная резка обеспечивает исключительно высокую скорость для тонких и средних по толщине металлов. Мощные лазеры могут резать тонкую нержавеющую сталь со скоростью более 60 метров в минуту. Высокая производительность напрямую влияет на повышение производительности и снижение себестоимости каждой детали, позволяя компаниям выполнять более крупные заказы и соблюдать более сжатые сроки.
Основные принципы и применение. В основе работы лазерного резака лежит простой принцип. Источник лазерного излучения, называемый резонатором, генерирует мощный луч света. Этот луч направляется через ряд зеркал или оптоволоконный кабель к режущей головке. Внутри головки находится линза, фокусирующая луч на крошечную точку на поверхности листового металла. Интенсивная концентрация энергии в этой точке фокуса расплавляет материал. Одновременно через сопло, соосное с лазерным лучом, подается струя вспомогательного газа (например, азота, кислорода или сжатого воздуха). Эта струя газа сдувает расплавленный материал, создавая чистый рез.
Весь процесс контролируется системой числового программного управления (ЧПУ), которая считывает цифровой файл проекта (например, DXF или DWG) и точно перемещает режущую головку по металлическому листу для создания заданного рисунка. Такая автоматизация обеспечивает идеальную повторяемость и позволяет производить изделия сложной геометрии, которые невозможно было бы изготовить вручную. Система широко применяется в производстве кузовных панелей автомобилей, компонентов для аэрокосмической отрасли, конструкционной стали для строительства, сложных медицинских приборов и даже декоративных металлических изделий.

Процесс лазерной резки листового металла и области его применения
Понимание нюансов процесса лазерной резки и его отличий от аналогичных технологий имеет решающее значение для оценки его широкого спектра применения в различных отраслях промышленности.
Как работает лазерная резка листового металла Процесс резки можно разделить на три основных типа в зависимости от материала и используемого вспомогательного газа:
- Резка плавлением (сдвиг расплава): это наиболее распространённый метод резки нержавеющей стали, алюминия и других цветных сплавов. В качестве вспомогательного газа используется инертный газ, обычно азот. Лазерный луч расплавляет металл, а струя азота под высоким давлением выдувает расплавленный материал из реза. Поскольку азот не вступает в реакцию с расплавленным металлом, получается гладкая, без оксидов, серебристо-блестящая кромка реза, готовая к сварке без дополнительной обработки.
- Резка оксидированием (газопламенная резка): этот метод в основном применяется для мягкой (углеродистой) стали. В качестве вспомогательного газа используется кислород. Лазерный луч нагревает материал до температуры возгорания, а струя кислорода инициирует экзотермическую реакцию (горение), которая обеспечивает дополнительную энергию для процесса резки. Это позволяет резать более толстые материалы на более высоких скоростях по сравнению с резкой плавлением. Однако при этом на кромке реза остаётся тонкий оксидный слой, который может потребоваться удалить перед покраской или сваркой.
- Сублимационная резка: применяется для некоторых неметаллических материалов, таких как дерево или акрил. Этот процесс заключается в испарении материала лазерным лучом непосредственно из твёрдого состояния в газообразное, оставляя очень чистый край. Этот метод реже применяется при обработке листового металла.
Отличие лазерной резки от гравировки Хотя резка и гравировка часто выполняются на одном и том же станке, это принципиально разные процессы, имеющие разные цели.
- Лазерная резка: цель — полностью прорезать материал, отделив одну деталь от другой. Для этого требуется высокая мощность и тщательно контролируемая скорость, чтобы обеспечить рез на всю глубину.
- Лазерная гравировка/маркировка: цель — изменить поверхность материала, не прорезая его насквозь. Это достигается за счёт использования меньшей мощности или значительно более высокой скорости. Гравировка удаляет небольшой слой материала, создавая глубокую маркировку, в то время как маркировка часто использует нагрев, вызывающий изменение цвета поверхности (отжиг) или небольшие химические изменения, в результате чего получается стойкая, высококонтрастная маркировка без удаления материала.
Применение технологии лазерной резки в различных отраслях промышленности Универсальность лазерной резки сделала ее незаменимой во многих секторах:
- Автомобилестроение: для создания прототипов и массового производства деталей шасси, кузовных панелей, рам и выхлопных систем. Точность обеспечивает идеальную посадку и качество отделки.
- Авиационно-космическая промышленность: для резки высокопрочных, легких сплавов, таких как титановые и алюминиевые композиты, для компонентов фюзеляжа, кронштейнов и деталей двигателей, где точность и структурная целостность имеют первостепенное значение.
- Электроника: для изготовления сложных корпусов, шасси и монтажных плат для серверов, потребительских устройств и панелей управления.
- Медицинские приборы: для создания высокоточных хирургических инструментов, имплантатов (например, стентов) и компонентов диагностического оборудования из медицинской нержавеющей стали и титана.
- Тяжелая техника и строительство: для резки толстых стальных листов для конструктивных элементов, сельскохозяйственного оборудования и строительной техники.
- Мебель и дизайн: Для создания на заказ металлической мебели, декоративных панелей и архитектурных элементов со сложными художественными узорами.
Технические характеристики и основные компоненты
Производительность лазерного режущего станка определяется его техническими характеристиками и качеством основных компонентов. Понимание этих характеристик имеет ключевое значение для оценки и сравнения различных моделей.
Характеристики лазерного луча
- Мощность (кВт): Это, пожалуй, самая важная характеристика. Она напрямую определяет максимальную толщину и скорость резки материала. Мощность варьируется от 1 кВт для тонколистового металла до более 30 кВт для резки толстолистового металла.
- Длина волны (мкм): Длина волны лазерного излучения определяет, насколько хорошо его энергия поглощается различными материалами. Волоконные лазеры обычно работают на длине волны ~1,06 мкм, которая хорошо поглощается металлами, что делает их чрезвычайно эффективными. CO2-лазеры работают на длине волны ~10,6 мкм, которая лучше поглощается органическими материалами и неметаллами.
- Качество луча (M²): измеряет, насколько точно может быть сфокусирован лазерный луч. Чем меньше значение M², тем выше качество луча, что обеспечивает меньшее фокусное пятно, большую плотность мощности и более точную резку. Волоконные лазеры, как правило, обеспечивают более высокое качество луча по сравнению с CO2-лазерами.
Лазерный резонатор (источник лазерного излучения). Резонатор — это сердце машины, отвечающее за генерацию лазерного луча. В металлообработке преобладают два типа резонаторов:
- Резонатор волоконного лазера: этот твердотельный лазер использует полупроводниковые диоды для накачки света в оптическое волокно, легированное редкоземельным элементом, например, иттербием. Свет усиливается внутри волокна, генерируя лазерный луч.
- Принцип работы: свет генерируется и усиливается исключительно внутри гибкого оптоволоконного кабеля, что устраняет необходимость в сложных зеркалах или газовых полостях.
- Преимущества: Чрезвычайно высокая энергоэффективность (~30-40%), отсутствие движущихся частей в источнике, минимальное обслуживание, длительный срок службы (>100 000 часов) и превосходное качество луча.
- Резонатор CO2-лазера: этот газовый лазер использует электрический разряд для возбуждения смеси газов (в основном углекислого газа, азота и гелия) внутри герметичной трубки или полости, заставляя ее генерировать лазерную генерацию.
- Принцип работы: через газовую смесь пропускается высокое напряжение, а система зеркал отражает свет вперед и назад, усиливая его перед излучением.
- Преимущества: Превосходное качество резки широкого спектра материалов, включая неметаллы. По-прежнему рекомендуется для резки толстостенного акрила.
Режущая головка. Режущая головка — это «рабочая часть» станка. Она принимает лазерный луч от источника и доставляет его на заготовку. Её основные компоненты включают в себя:
- Фокусирующие линзы/зеркала: эта оптика фокусирует лазерный луч в точную точку, концентрируя его энергию.
- Сопло: направляет вспомогательный газ на заготовку, удаляя расплавленный материал. Диаметр и конструкция сопла критически важны для качества резки.
- Емкостный датчик высоты: этот датчик постоянно измеряет расстояние между соплом и металлическим листом, автоматически регулируя положение головки по оси Z для поддержания идеального фокусного расстояния, даже если лист слегка деформирован.
- Современные функции: усовершенствованные режущие головки теперь включают возможности автофокусировки, обнаружения столкновений и даже интегрированные функции снятия фаски, которые позволяют выполнять угловые резы (например, для подготовки к сварке) за один проход.
Ключевые факторы, влияющие на качество резки. Достижение идеального реза — это баланс нескольких факторов:
- Скорость резки: Слишком высокая скорость — луч не проникнет полностью, оставляя окалину. Слишком низкая скорость — избыточное тепловложение может привести к расширению реза и образованию увеличенной зоны термического влияния.
- Мощность лазера: должна соответствовать типу и толщине материала.
- Вспомогательный газ: тип (N2, O2, воздух) и давление должны быть оптимизированы. Неправильное давление может привести к образованию заусенцев или шероховатостей.
- Положение фокуса: Положение точки фокуса относительно поверхности материала (над, на или под поверхностью) существенно влияет на качество кромки и ширину пропила.
Различия типов станков для лазерной резки и гравировки
Хотя базовая технология схожа, лазерные станки часто специализируются на резке, гравировке или на обоих видах обработки. Основное различие заключается в типе используемого лазерного источника.
Определение маркировки, гравировки и резки
- Маркировка: поверхностный процесс, изменяющий цвет материала посредством отжига или химической обработки. Глубины не возникает.
- Гравировка: процесс удаления материала с поверхности для создания видимого, осязаемого углубления. Глубину можно контролировать силой и скоростью.
- Резка: полномасштабный процесс, при котором материал разделяется на две или более частей.
Основные типы станков лазерной резки
Станки для резки волоконным лазером
Принцип: использует твердотельный волоконный лазерный источник. Луч передаётся по гибкому оптоволоконному кабелю.
Применимые материалы: преимущественно металлы. Исключительно эффективен для стали, нержавеющей стали, алюминия, латуни, меди и других сплавов. Очень плохо подходит для большинства органических материалов, таких как дерево или прозрачный акрил.
Плюсы:
Очень высокая скорость резки тонких и средних металлов.
Чрезвычайно высокая электрическая эффективность, приводящая к снижению эксплуатационных расходов.
Лазерный источник не требует обслуживания (не нужно выравнивать зеркала, не нужно заправлять газ).
Легко обрабатывает светоотражающие материалы, такие как латунь и медь.
Минусы:
Более высокие первоначальные инвестиции по сравнению с CO2-лазерами аналогичной мощности.
Не подходит для резки неметаллов.
Станки для резки лазером CO2
Принцип: использует газовый лазер. Луч доставляется через систему зеркал (система «летающей оптики»).
Применяемые материалы: Универсальный. Режет широкий спектр неметаллических материалов (дерево, акрил, кожа, ткань, бумага, резина), а также металлы (хотя и менее эффективно, чем волоконные лазеры).
Плюсы:
Превосходная универсальность для предприятий, работающих с разнообразными материалами.
Обеспечивает превосходную огнеполированную кромку на акриловых поверхностях.
Более низкие первоначальные затраты на саму машину.
Минусы:
Значительно более низкая электрическая эффективность, что приводит к более высоким счетам за электроэнергию.
Требует регулярного обслуживания (юстировка зеркал, заправка газа, чистка оптики).
Более низкая скорость резки металлов по сравнению с волоконным лазером эквивалентной мощности.
Траектория луча с зеркалами чувствительна к несоосности.
Станки для лазерной резки кристаллов (например, Nd:YAG, Nd:YVO)
Это также твердотельные лазеры, но в качестве лазерной среды используется кристалл. В настоящее время они в значительной степени вытеснены волоконными лазерами в области резки листового металла благодаря высокой эффективности и надежности волоконной технологии. Они до сих пор используются в специализированных приложениях, таких как высокоточная маркировка, сварка и резка металлов, а также некоторых видов пластика и керамики.
Тенденции рыночных цен и рекомендации по продуктам
Цена на лазерный режущий станок может существенно различаться в зависимости от его типа, мощности, размера, марки и характеристик.
Диапазоны цен на различные типы лазерных резаков листового металла
- Начальный уровень/Малый бизнес (1 кВт–3 кВт): Обычно это волоконные лазерные станки, подходящие для резки тонкого листового металла (толщиной до ~6 мм) для мастерских, производителей вывесок и легкого производства.
- Промышленный средний класс (3 кВт - 6 кВт): Это оптимальное решение для многих производственных цехов, обеспечивающее хорошее соотношение скорости и толщины резки (до ~20 мм стали).
- Высокомощные промышленные станки (8–20 кВт и более): Эти станки предназначены для интенсивного, высокопроизводительного производства и способны быстро резать толстые листы. Они часто оснащены функциями автоматизации.
- Автоматизированные системы (с погрузочно-разгрузочными башнями): Эти системы позволяют осуществлять круглосуточную работу без отключения света.
Рекомендация промышленного уровня: станок для волоконной лазерной резки серии HF-TU от Hymson
Для компаний, ищущих современное, универсальное и высокопроизводительное решение, такой станок, как Hymson серии HF-TU, служит отличным примером возможностей современных технологий. Это яркий пример интегрированного станка для лазерной резки листов и труб, разработанного для сложных промышленных условий.
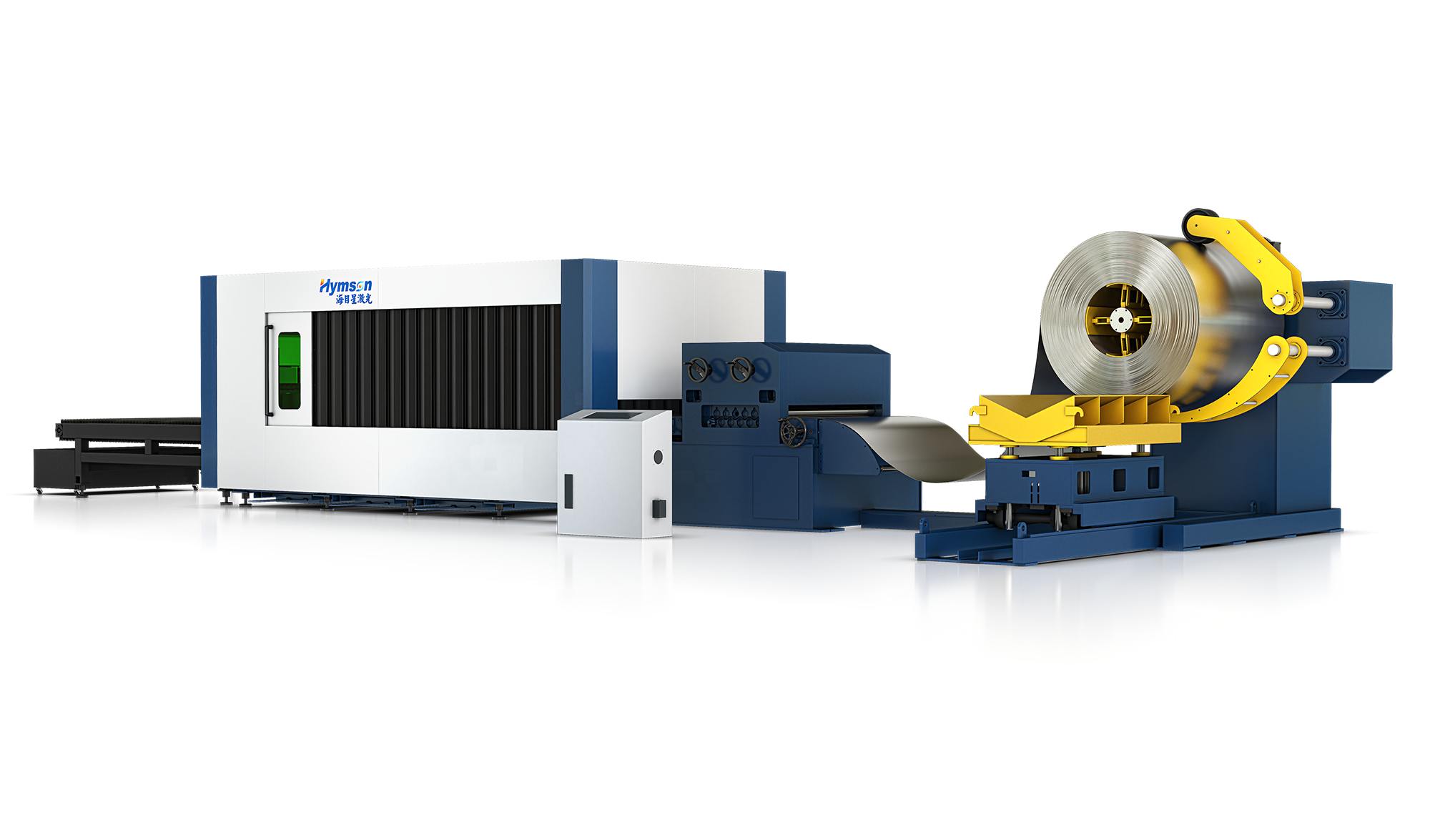
Основные характеристики и сценарии применения:
- Интегрированная резка листового металла и труб: это важное преимущество — объединение двух станков в один. Это позволяет компании резать стандартный листовой металл, а также обрабатывать круглые, квадратные, прямоугольные и другие профильные трубы. Такая универсальность открывает новые рынки, такие как производство мебели, фитнес-оборудования и каркасных конструкций.
- Варианты с высокой мощностью (до 6000 Вт+): благодаря вариантам мощности от 3 кВт до более 6 кВт серия HF-TU может быть настроена для выполнения любой задачи: от быстрой резки тонких листов до мощной резки толстых стальных пластин (например, 50 мм+).
- Усовершенствованная головка для резки под углом: станок может быть оснащен 3D-5-координатной режущей головкой, способной выполнять резку под углом ±45°. Это кардинально меняет подход к подготовке сварных швов, поскольку исключает необходимость в дополнительной шлифовке или фрезеровке, что значительно экономит время и трудозатраты.
- Интеллектуальная система управления шиной: современные системы, такие как система управления шиной EtherCAT компании Hymson. Она обеспечивает более быструю связь между ЧПУ и компонентами станка, что приводит к повышению скорости, точности и более сложному мониторингу и диагностике в реальном времени.
- Возможности полной автоматизации: серия HF-TU может быть интегрирована с полностью автоматическими системами загрузки и разгрузки. Это позволяет создать производственный модуль, способный работать непрерывно с минимальным вмешательством оператора, что обеспечивает максимальную производительность и снижение трудозатрат.
Распространенные ошибки в процессе отбора
Выбор лазерного резака — это существенная инвестиция, и несколько распространенных ошибок могут привести к сожалениям покупателя.
- Ошибка 1: Ориентация исключительно на первоначальную цену: самый дешёвый аппарат редко бывает лучшим в плане соотношения цены и качества. Учитывайте совокупную стоимость владения (TCO), которая включает энергопотребление, расходные материалы (насадки, линзы), расходы на техническое обслуживание и возможные простои. Более эффективный и надёжный аппарат с более высокой первоначальной стоимостью может оказаться дешевле в долгосрочной перспективе.
- Ошибка 2: Неправильные характеристики мощности: Покупка слишком мощного или недостаточно мощного станка — дорогостоящая ошибка. Лазер мощностью 20 кВт для резки листа толщиной 1 мм неэффективен и расточителен. Лазер мощностью 1,5 кВт не справится с внезапной необходимостью резки листа толщиной 15 мм. Проанализируйте свою текущую и будущую рабочую нагрузку (действует правило 80/20 — характеристики должны соответствовать 80% вашей работы), чтобы определить оптимальный уровень мощности.
- Ошибка 3: игнорирование интеграции программного обеспечения и рабочего процесса: Станок — лишь одна часть уравнения. Насколько интуитивно понятно программное обеспечение CAD/CAM? Насколько легко оно интегрируется с вашими существующими системами проектирования и ERP? Некачественное программное обеспечение может стать узким местом в производстве, снижая скорость работы самого станка.
- Ошибка 4: Пренебрежение послепродажным обслуживанием и поддержкой: Это критически важно. Когда оборудование выходит из строя, вы теряете деньги. Убедитесь, что поставщик имеет сильное присутствие на местном рынке, квалифицированных специалистов, легкодоступные запасные части и предлагает комплексное обучение для ваших операторов.
- Ошибка 5: Игнорирование будущих потребностей бизнеса: Не покупайте только на сегодня. Каким вы видите свой бизнес через пять лет? Будете ли вы работать с новыми материалами? Потребуется ли вам резать более толстые профили? Увеличатся ли объёмы производства настолько, что потребуется автоматизация? Выбор машины с определённой степенью масштабируемости или модульности может стать разумной долгосрочной стратегией.
Заключение и советы по выбору
Выбор подходящего станка для лазерной резки листового металла — это процесс, в ходе которого передовые технологии адаптируются к вашим конкретным условиям. Ключ к правильному выбору кроется в глубоком понимании ваших потребностей.
Как сделать выбор, исходя из своих потребностей Чтобы принять наилучшее решение, задайте себе следующие важные вопросы:
Каковы мои основные материалы и их максимальная толщина?
Ответ: Если вы режете исключительно металлы, волоконный лазер — очевидный выбор. Если вам нужно резать смесь металлов и неметаллов, CO2-лазер может быть более универсальным. Максимально необходимая толщина — основной критерий для определения необходимой мощности лазера.
Какой уровень точности и качества кромки мне нужен?
Ответ: Современные волоконные лазеры обеспечивают превосходную точность в большинстве случаев. Если вам нужны зеркальные кромки на акриле, CO2-лазер — лучший выбор. Для получения кромок, готовых к сварке на металле, выбирайте станки с передовыми системами управления и возможностью резки в атмосфере азота.
Каковы ожидаемые объемы производства и сложность детали?
Ответ: Для крупносерийного производства относительно простых деталей наибольший эффект может дать высокоскоростной станок с низким энергопотреблением. Для мелкосерийного производства сложных деталей требуется станок с высокой точностью и соответствующим программным обеспечением. Если ваша цель — круглосуточное производство, автоматизация — не роскошь, а необходимость.
Каков мой реалистичный бюджет, учитывая первоначальную стоимость и совокупную стоимость владения?
Ответ: Составьте бюджет, учитывающий стоимость оборудования, его установку, обучение, программное обеспечение и долгосрочные эксплуатационные расходы. Сравнивайте предложения по стоимости и возможностям, а не только по заявленной цене.
Каковы возможности и репутация поставщика?
Ответ: Изучите сервисную сеть поставщика, условия гарантии, программы обучения и отзывы клиентов. Прочные партнёрские отношения с поставщиком так же важны, как и само оборудование.
Взаимосвязь между выбором и результатом. В конечном счёте, ваш выбор окажет прямое и долгосрочное влияние на ваш бизнес. Правильно выбранное оборудование становится источником прибыли, позволяя вам производить более качественные детали быстрее и с меньшими затратами. Оно открывает двери новым клиентам и рынкам, стимулирует инновации в разработке вашей продукции и обеспечивает надёжную основу для роста. И наоборот, неудачный выбор может стать постоянным источником разочарования, приводя к чрезмерному простою, высоким эксплуатационным расходам и неспособности удовлетворить потребности клиентов.
Мы призываем вас подойти к этому решению обдуманно и дальновидно. Свяжитесь с несколькими поставщиками, запросите демонстрации работы ваших запчастей и материалов, а также пообщайтесь с существующими пользователями. Принимая рациональное и взвешенное решение, вы не просто покупаете оборудование, а инвестируете в будущую эффективность, качество и прибыльность всего вашего предприятия.
Поделиться этим постом: